X.H. YU, Y. YAMABE-MITARAI, Y. RO, and H. HARADA
Met. TransA, 31A, 2000 pp 173-178
We propose a method for developing new quaternary Ir-Nb-Ni-Al refractory superalloys for ultra-high temperature uses, by mixing two types of binary alloys, Ir-20at.%Nb and Ni-16.8at.%Al, which contain fcc/L12 two-phase coherent structures. For alloys of various Ir-Nb/Ni-Al compositions, we analyzed the microstructure and measured the compressive strengths. Phase analysis indicated that three-phase equilibrium---fcc, Ir3Nb-L12, Ni3Al-L12---existed in Ir-5Nb-62.4Ni-12.6Al (at.%) (Alloy A), Ir-10Nb- 41.6Ni-8.4Al (at.%) (Alloy B) and Ir-15Nb-20.8Ni-4.2Al (at.%) (Alloy C) at 1400?C; at 1300?C, three phase equilibrium---fcc, Ir3Nb and Ni3Al---existed in alloy A and C and four-phase equilibrium--- fcc, Ir3Nb, Ni3Al and IrAl-B2 existed in alloy B. The fcc/L12 coherent structure was examined by using transmission electron microscopy (TEM). At a temperature of 1200?C, the compressive strength of these quaternary alloys was between 130 and 350MPa, which was higher than that of commercial Ni-based superalloys, such as MarM247 (50MPa), and lower than that of Ir-based binary alloys (500MPa). Compared to Ir-based alloys, the compressive strain of these quaternary alloys was greatly improved. The potential of the quaternary alloys for ultra-high temperature use is also discussed.
X.H. YU, visiting researcher, Y.YAMABE-MITARAI, Researcher, Y.RO, Senior Researcher, and H.HARADA, subgroup leader, are in the 3rd Group, National Research Institute for Metals, Ibaraki 305-0047, Japan.
THE temperature capability of Ni-based superalloys has been improved by more than 300?C in the last 50 years (1), and is approaching 1100?C for single crystal superalloys consisting of ?-fcc and ?'-L12 phases (2). In Ni-based superalloys, the ?'-phase is formed with a coherent interface. The coherent structures become obstacles to dislocation movement, and are therefore one of the important features of Ni- based superalloys that allow them to maintain sufficiently low creep rates at high temperatures. Many attempts have also been made to develop alloys superior to Ni-based superalloys, by using intermetallic and refractory alloys (3,4). Platinum-group metals have been considered because of their higher melting temperatures (Ir: 2447?C) and superior oxidation resistance (5,6). We propose a new class of superalloys using platinum group metals, called "Refractory Superalloys" (7,8). Our experimental results show that Ir- based refractory superalloys have fcc/L12 coherent structure and have a superior high-temperature strength compared to Ni-based superalloys. However, the density and expense of Ir-based alloys are much higher than that of Ni-based superalloys. The ductility of Ir-based refractory superalloys must also be improved. Increased expense is never desirable, and increased density is particularly undesirable for applications in rotating equipment where inertial stresses are increased, and also in airborne equipment due to reduced carrying capacity.
Based on the known properties of Ir- and Ni-based superalloys, we developed a series of quaternary Ir-Nb-Ni-Al alloys, which have superior strength compared to Ni-based alloys and superior properties compared to Ir-based alloys. The objective was to combine the high-temperature strength of Ir-based alloys with the high ductility, low density (about 8.5g/cm3, compared to 22.65g/cm3 for Ir), and relatively low cost of Ni-based alloys. Figure 1 shows a sketch of a portion of the Ir-Nb-Ni-Al quaternary phase equilibrium diagram. Initially two binary alloys (Ir- and Ni-based binary alloys, indicated by I and N, respectively) were mixed to prepare quaternary Ir-Nb-Ni-Al alloys (for example, Ir-based:Ni-based = 25:75, 50:50, and 75:25 are indicated as alloys A, B, and C, respectively). It is expected that fcc/L12 regions exist over the entire range of mixture ratios, from pure Ni-based to pure Ir-based alloys. In particular, the coexistence of the fcc/L12-Ni3Al and fcc/L12-Ir3Nb coherent structure is both desirable and expected. The fcc/L12 coherent structures are required for high strength at high temperature. The coherent structures and high melting temperatures of Ir-based alloys gives the quaternary alloys useful high-temperature strength. A decrease in density and cost are achieved by using Ni-based alloys. From the available Ir-based binary alloys we selected the Ir-Nb binary alloy, because of its high strength at high temperature (over 500 MPa at 1200?C) (8). For the Ni-based alloy, the Ni-Al alloy was selected because it contained fcc/L12 coherent structures (9). The aim of the present research was to characterize the microstructures and mechanical properties of quaternary Ir-Nb-Ni-Al alloys with various proportions of Ir-20at.%Nb and Ni-16.8at.%Al alloys. The results are discussed for the potential use of quaternary refractory superalloys at temperatures above 1500?C.
Figure 1. A sketch of a portion of the Ir-Nb-Ni-Al quaternary phase equilibrium diagram at 1400?C.
Three quaternary alloys were prepared by arc melting Ir-20at.%Nb and Ni-16.8at.%Al master alloys. Both Ir-20at.%Nb and Ni-16.8at.%Al alloys have fcc and L12 two-phase structures. The nominal compositions (at.%) is: Ir-5Nb-62.4Ni-12.6Al (Alloy A), Ir-10Nb-41.6Ni-8.4Al (Alloy B), and Ir-15Nb- 20.8Ni-4.2Al (Alloy C). The microstructure of the Ir-20at.%Nb and Ni-16.8at.%Al alloys was investigated. These alloys were heated at 1300?C and 1400?C for 168hrs in a vacuum furnace. The microstructure of the as-cast and heated samples was investigated by Scanning Electron Microscopy (SEM) and Transmission Electron Microscopy (TEM). Micrographs were taken either by using Secondary Electron Imaging (SEI) or by using Back Scattered Imaging (BSI). These samples were etched with 5% HCl ethanol solution at AC 10V for 10 min. The phase compositions were measured by using Energy Dispersive X-ray Spectroscopy (EDX). The phase structures of the Ir-Nb-Ni-Al alloys were examined by using X-ray diffractometry (XRD). To understand the relationship of the phases, Differential Thermal Analysis (DTA) was used for alloy A using the following procedure. Alloy A was heated from 1000?C to 1750?C at a rate of 5?C/min and cooled to 1000?C at a rate of -5?C /min. The samples for compression test were heated at 1400?C for 168 h. The compressive strength at 1200?C was measured, using an initial strain rate of 4 x 10-3/s.
Figure 2 shows the microstructures for the as-cast alloys and alloys heat-treated at 1300?C for 168 hrs. Figure 2a shows that in the matrix of the as-cast Ni-based binary alloy, there were no dendrite structures, but only dispersed fine particles. For alloy A, the microstructure was dendrite, similar to that of Ni-based superalloys. The dendrites were well developed and some secondary dendrite arms formed cellular structures. Figure 2b shows that there are two types of particles in the interdendritic areas. Figure 2c,d indicated that with increasing Ir-based alloy proportion (up to 75%), dendrite structures were developed and were the primary phase. For pure Ir-based binary alloys, the microstructure was also dendritic, and the grain boundary could be clearly observed. After heat-treatment at 1300?C for 168hrs, the phases in the Ni- and Ir-based binary alloys were clearly differentiated as fcc and Ni3Al; and fcc and Ir3Nb two-phase structures, respectively (Fig.2f,j) (9,5). Coherent cuboidal L12 phases (Ni3Al or Ir3Nb type) could be observed in the matrix. Only one type of fcc/L12 coherent structure existed in the Ni-based and Ir-based binary alloys. The phases in the quaternary Ir-Nb-Ni-Al alloys were determined by XRD and EDX. XRD phase analysis indicated that the fcc and two types of L12 phases existed in all of the quaternary alloys. Lamellar structures formed by Ir3Nb containing Ni and Al (bright contrast)/fcc(dark) were observed in the cells of fcc dendrites (see Fig.2g). Figure 2g also shows that Ni3Al containing Ir and Nb had less contrast in the fcc matrix and in the lamellar structure. In alloy B, the dendrite arms with bright contrast were Ir3Nb (Fig. 2h). The phase between the dendrite arms was the fcc phase. Fine Ni3Al and IrAl 10-?m grains containing Ni and Nb formed in the fcc matrix. In alloy C, dendrite arms were Ir3Nb, the same as in alloy B (Fig. 2i). Fine Ni3Al phases were formed in the fcc phase between the dendrite arms. TEM observation of alloy A heat-treated at 1300?C for 168 hrs showed 200-nm cubic precipitates formed in the fcc matrix (Fig. 3), additional 30-?m L12-phase precipitates, which could be observed with SEM (Fig. 2g) were seen. The cuboidal phases had a L12 structure. Similar cuboidal L12 precipitates were also observed in alloys B and C. The detailed compositional analysis gives in Table 1. For alloys B and C the secondary Ni3Al phase concentration is not listed because it was too low to determine accurately. The compositional analysis indicates that the primary Ni3Al in alloy A contained about 23 at.% Ir. The fcc solid mixture of three kinds
Figure 2 Photographs of Ni- and Ir-based binary (SEM) and quaternary Ir-Nb-Ni-Al alloys (BSI) ordered according to the proportion of Ir-based alloy from 0 ~ 100%. (a) to (e) as-cast; (f) to (j) heat-treated at 1300?C for 168hrs. (a, f) Ni-16.8at.%Al, (b, g) Ir-5Nb-62.4Ni-12.6Al (at.%) (Alloy A), (c, h) Ir-10Nb- 41.6Ni-8.4Al (at.%) (Alloy B), (d, i) Ir-15Nb-20.8Ni-4.2Al (at.%) (Alloy C), (e, j) Ir-20at.%Nb. of alloys was mainly formed by Ni and Ir (from alloys A, B to C, the concentration of Ni varied from 60 ~ 44 at.% and Ir varied from 17~38 at.%). The Ir content in the fcc solid increased with increasing content of the base Ir alloy. The Nb content in the fcc matrix was about 5 at.%. Note that the composition of Al in the fcc phase was a little higher. This is because some Ni3Al particles were included in the fcc phase. Figure 3, indicates that it is difficult to separate the fcc from the L12 phase, and to accurately detect fcc by EDX.
Table I Composition of Phases in Quaternary Ir-Nb-Ni-Al alloys Heat-treated at 1300?C for 168hrs (at.%)
| Alloy | Phase and structure | Ir | Ni | Nb | Al |
|---|---|---|---|---|---|
| Alloy A | L12-Ir3Nb | 50.39 | 21.39 | 19.06 | 9.16 |
| L12-Ni3Al | 23.10 | 42,59 | 10.22 | 24.10 | |
| fcc+L12 | 17.63 | 59.94 | 5.67 | 16.75 | |
| Alloy B | L12-Ir3Nb | 65.55 | 6.50 | 19.25 | 8.70 |
| B2-IrAl | 39.42 | 12.38 | 3.62 | 44.57 | |
| fcc+L12 | 23.60 | 52.33 | 5.96 | 18.11 | |
| Alloy C | L12-Ir3Nb | 63.55 | 3.35 | 22.30 | 10.80 |
| fcc(+L12) | 38.92 | 44.31 | 5.61 | 11.16 |
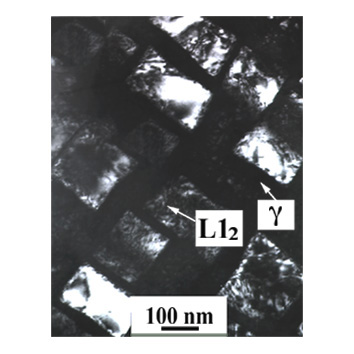
Figure 3 Cuboidal L12 precipitates formed in the fcc matrix in alloy A.
Figure 4 Back-scattered images of Ir-Nb-Ni-Al alloys heat-treated at 1400?C for 168hrs:
(a)Ir-5Nb-62.4Ni-12.6Al (at.%) (Alloy A), (b) Ir-10Nb-41.6Ni-8.4Al (at.%) (Alloy B),
(c) Ir-15Nb-20.8Ni-4.2Al (at.%) (Alloy C)
Figure 4 shows that after heat-treatment at 1400?C for 168hrs, dendrite structures remained in all
alloys. Figure 4a shows that in alloy A, lamellar structures consisting of Ir3Nb and fcc phases also remained. Fine Ir3Nb and Ni3Al precipitates, indicated by bright contrast and various shapes and sizes, were more numerous in the fcc matrix compared with microstructures heat-treated at 1300?C. Figure 4b show that IrAl disappeared from alloy B. The microstructure characteristics of alloy C remained constant. Figure 4c indicates that the volume fraction of fine precipitates in the fcc matrix was more than in the matrix shown in Fig.2i.Figure 5 shows the portion of DTA cooling traces of the as-cast alloy A. The curve is representative. The similar L12 precipitation should also be observed in alloys B and C. After the initial precipitation temperature of 1467?C was reached, the slope of the DTA trace changed at 1450?C and another sharp peak, corresponding to higher heat flow, appeared at 1427?C. This means two phase transformations occurred. Based on the known characteristics of this alloy, we conclude that the transformations at 1450?C and 1427?C correspond to the formation of Ir3Nb and Ni3Al phases, respectively. The peak at 1467?C corresponds to the solidification of the fcc matrix.
Figure 5 Portion of DTA cooling trace of alloy A.
Figure 6 Compressive strength at 1200?C of Ir-Nb-Ni-Al and Ir-Ta-Ni-Al alloys (11) heat-treated at 1400?C for 168hrs.
Figure 6 shows the compressive strengths of Ir-Nb-Ni-Al alloys at 1200?C. For reference, we also show the strengths at 1200?C of the commercial Ni-based superalloys, MarM247 (10), and Ir-based alloys, Ir-20at. %Nb (8) and Ir-Ta-Ni-Al (11). Compared to the compressive strength of MarM247 of about 50MPa, the compressive strength at 1200?C of quaternary Ir-Nb-Ni-Al was from 130~350MPa. The compressive strength increased with increasing concentration of the Ir-based alloy, but did not obtain the compressive strength of Ir-20at.%Nb binary alloys of (500MPa). During the compression test, these samples exhibited excellent compressive strain characteristics. There were no macro-cracks on the surface of the sample after compression tests, and they were not fractured, even after reaching 90% strain. Compared with Ir-based alloys (below 10%), the quaternary alloys showed superior compressive strain.
The most important aspect of the microstructure in superalloys is the coherency of the interface between the fcc and L12 phases. Even though two kinds of alloys with fcc/L12 two-phase coherent structures were combined, our studies indicated that, contrary to expectations, the quaternary alloys did not show L12 and fcc two-phase structures. Rather, three-phase equilibrium---two types of L12 and fcc phases--- coexisted in alloys A, B and C at 1400?C. In addition to the L12 and fcc phases, the B2-IrAl phase existed in alloy B at 1300?C. The B2 phase occurred because the composition of alloy B was slightly outside of the three-phase equilibrium region. The ideal microstructure in Ni-based superalloys should be obtained by dissolving the larger L12 phase and re-precipitating fine cuboidal L12 phases by using heat treatment. However, as shown in Fig. 4, the as-cast primary L12 phases in quaternary Ir-Nb-Ni-Al refractory superalloys persisted, even in samples heat-treated at 1400?C for 168hrs. These results can be explained as follows. From the results of DTA (Fig. 5), the precipitating temperature of the large and fine cuboidal L12 phases is 1427 and 1450?C, respectively. Ideally, the dissolving temperature should be higher than the precipitation temperature. The dissolving temperature of the Ni3Al type L12 phase with about 23at.% Ir is higher than 1427?C, which is higher than that of Ni-based superalloys, which dissolve at about 1300?C. In this study the samples were heated to 1400?C. In this case the primary L12 phase could not dissolved by heat-treatment at 1400?C for 168hrs. We expect that similar behavior occurs in alloys B and C. Considering the three-phase equilibrium of alloy A, if heat treatment of the fcc region is done and proceed by a proper aging treatment, only fine precipitates should be obtained. Therefore, two possibilities for improving the microstructure of quaternary Ir-Nb-Ni-Al alloys exist. One is to decrease the amount of the larger primary L12 phase by decreasing the amount of the L12 phase-forming element, such as Nb and Al. Another possibility is to change the ingot-preparation method. These two methods are subjects of ongoing research. We will report these result in future papers.
In general, the law of mixture strength of composite materials can estimate the strength of quaternary alloys. This is a linear combination of the strength of the two types of component binary alloys. From Fig. 6, we see that the strengths of quaternary alloys are located between the strengths of Ni- and Ir-based binary alloys. The compressive strength of quaternary Ir-Nb-Ni-Al refractory superalloys increased by 600% compared to Ni-based superalloys, but decreased by 30% compared with Ir-based superalloys. Converts the compressive strain of quaternary Ir-Nb-Ni-Al alloys increased greatly. Similar the characteristics of Ni-based superalloys that contribute to their compressive strength, the compressive strength of quaternary Ir-Nb-Ni-Al alloys can be attributed to the precipitation and solid solution hardening as well as to the coherent interface strengthening. The larger L12 phase with 30?m precipitates exist up to 1400?C and are easily deformed during compression tests. This explains why the compressive strength of quaternary alloys is lower than that of Ir-based alloys. The strength of quaternary alloys increased with increasing concentration of Ir-based alloys. If we obtained a microstructure containing coherent structures, the compressive strength would also increase. The shaded region in Fig. 6 shows the hypothetical strength. We therefore expect improved strength if the microstructure can be precisely controlled. Compared with other quaternary Ir-Ta-Ni-Al alloys (11), the compressive strength of alloy A, which included 25% Ir-based alloy, was about 60% higher, but that of alloy C, which included 75% Ir-based alloy, was about 43% lower. For Ir-Ta-Ni-Al alloys, there were many larger precipitate particles at the grain boundaries in alloy A and these particles weakened the strength of the grain boundary. This is because the fcc matrix belongs to the Ir-based solid mixture in alloy C in quaternary Ir-Ta-Ni-Al alloys. Therefore, the strength of alloy C in the Ir-Ta-Ni-Al quaternary alloy was higher than that of alloy C in the Ir-Nb-Ni-Al quaternary alloy.
To increase the high-temperature compressive strength of Ni-based superalloys, increasing amounts of refractory elements, such as Mo, W and Re, were added to Ni-based superalloys. The 3rd-generation Ni- based superalloys are represented by the level of Re content, up to 6wt.% (12,13). But excess addition of alloying elements may reduce the microstructural stability and therefore enhance the precipitation of the topologically closed-packed (TCP) phase (14). Murakami et al (15) tested other refractory elements for enhancing Ni-based superalloys. They investigated the Ni-based superalloys containing 2 at.% Ir and indicated that Ir atoms are expected to act as solid solution hardeners of both the ? and ?'phases, without reducing the microstructural stability. Ir-bearing alloys are therefore promising, especially in terms of phase stability and will become candidates for the next generation of alloys. Ni-based superalloys contain only one kind of fcc/L12 coherent structure and only one kind of L12 phase. Unlike Ni-based superalloys, quaternary Ir-Nb-Ni-Al refractory superalloys contain both Ir3Nb and Ni3Al phases. The fcc/Ir3Nb or fcc/Ni3Al coherent structures are also found in the matrix of Ir-Nb-Ni-Al refractory superalloys. Although the quaternary alloys did not show fcc/L12 two-phase structure, depending on mixture ratios and heat treatment, fcc/ Ir3Nb, fcc/ Ni3Al, and fcc/ (Ir3Nb + Ni3Al) coherent structure may exist in these quaternary refractory superalloys. When the microstructures are controlled, this new type of coherent structure will be more effective for strengthening compared with that of fcc/Ni3Al coherent structures found in Ni-based superalloys. Quaternary alloys are promising for applications at temperatures above 1500?C. Components can potentially be adjusted to produce alloys meeting specified target requirements. That is, alloy A can be used when low-density is required but operating temperatures are below 1400?C. Where higher operating temperatures are expected and density is not a critical design constraint, alloy C can be used. Quaternary Ir- Nb-Ni-Al and Ir-Ta-Ni-Al alloys have superior ductility compared with Ir-based alloys offering improved synthetic properties.
We investigated the microstructure and compressive strength of a series of quaternary alloys, Ir-5Nb- 62.4Ni-12.6Al (A), Ir-10Nb-41.6Ni-8.4Al (B) and Ir-15Nb-20.8Ni-4.2Al (C) (at.%), which were formed by combining Ir-Nb and Ni-Al alloys, both having fcc and L12 two-phase structures. The Ir-Nb-Ni-Al quaternary alloys were heat-treated at 1300?C for 168hrs, and two kinds of L12 and fcc phases were formed. In addition to the L12 phase and fcc phases, the B2 phase existed in alloy B. The compressive strengths of the quaternary Ir-Nb-Ni-Al alloys at 1200?C were 600% higher than that of commercial Ni-based superalloys, MarM247, and were 30% lower than that of Ir-20at.%Nb alloys. The quaternary alloys exhibited excellent compressive strain. Therefore, improved properties can be expected in the future.
We are grateful to Dr. Y. Gu, Mr. T. Yokokawa, Dr. H. Murakami, and Dr. M. Osawa for their assistance with the experiments and for useful discussions. We also thank Mr. S. Nishikawa and Mr. T. Maruko of Furuya Metal Co. Ltd. for providing Ir-based alloys. We thank Mr. L. Benois in SETARAM Corp. for DTA measurements and RIGAKU International Corp. for introducing the SETARAM DTA apparatus.